ทั้งหมดเกี่ยวกับ Chucks กลึง

การพัฒนาอย่างรวดเร็วของอุตสาหกรรมโลหะการคงเป็นไปไม่ได้หากไม่มีการปรับปรุงเครื่องมือกล พวกเขากำหนดความเร็วรูปร่างและคุณภาพการเจียร
หัวจับกลึงยึดชิ้นงานให้แน่นและให้แรงจับยึดตามที่ต้องการและความแม่นยำในการตั้งศูนย์ บทความนี้กล่าวถึงความแตกต่างพื้นฐานของการเลือก

ลักษณะเฉพาะ
ผลิตภัณฑ์นี้ใช้กับเครื่องจักรทั่วไปและงานพิเศษเพื่อยึดชิ้นงานกับสปินเดิล ให้การยึดแน่นและแรงจับยึดสูงที่แรงบิดสูง


มุมมอง
มีการนำเสนอหัวจับจำนวนมากสำหรับเครื่องกลึงในตลาดสมัยใหม่: ตัวขับ, นิวแมติก, ไดอะแฟรม, ไฮดรอลิก พวกเขาทั้งหมดจำแนกตามเกณฑ์สี่ข้อต่อไปนี้
โดยการออกแบบกลไกการหนีบ
ตามพารามิเตอร์เหล่านี้ หัวจับกลึงแบ่งออกเป็นหลายประเภท
-
คู่มือเชย. ผลิตภัณฑ์ดังกล่าวเป็นวิธีที่ง่ายที่สุดและใช้สำหรับการประมวลผลของศูนย์ หากจำเป็นต้องลับคมด้านข้าง ให้เลือกตัวเลือกฟันปลาหรือฟันปลา
-
เกลียวอยู่ตรงกลาง.
-
คันโยก... ประเภทนี้มีลักษณะเฉพาะด้วยก้านสูบที่ขับเคลื่อนด้วยไฮดรอลิก ผลิตภัณฑ์นี้มีความต้องการเพิ่มขึ้นในอุตสาหกรรมขนาดเล็ก
-
รูปลิ่ม... คล้ายกับคันโยก แต่มีความแม่นยำในการตั้งศูนย์สูงกว่า
-
Collet... การประกอบดังกล่าวสามารถยึดตัวอย่างได้เฉพาะในรูปของแท่งที่มีเส้นผ่านศูนย์กลางเล็กเท่านั้น แม้จะมีความคล่องตัวลดลง แต่ก็เป็นที่นิยมสำหรับการวิ่งในแนวรัศมีต่ำ ซึ่งส่งผลดีต่อคุณภาพ
-
น่าเบื่อ - เพื่อต่อดอกสว่านเข้ากับตัวเครื่อง
-
หดพอดีเชย... ใช้กับเครื่องจักรเดียวกันกับคอลเล็ทแต่ต้องมีการหดตัวพอดี
-
อีกทางเลือกหนึ่งสำหรับปลอกรัดคือหัวจับนิวแมติกแบบไฮดรอลิก หัวจับกลึงยึดเครื่องมือไว้ภายใต้แรงดันของของไหลทำงาน ดังนั้นจึงใช้แรงน้อยลงในการจับเครื่องมืออย่างแน่นหนา


มาดูโครงสร้างและคุณสมบัติของพันธุ์ยอดนิยมกัน
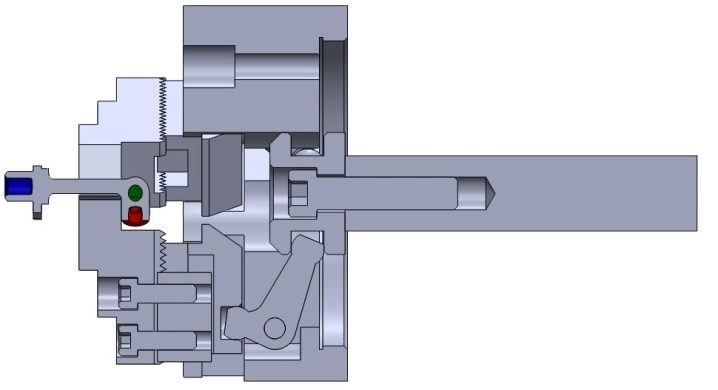
Collet
แขนเสื้อโลหะมีบทบาทสำคัญซึ่งแบ่งออกเป็นสามสี่หรือหกส่วน จำนวนของพวกเขากำหนดขนาดเส้นผ่าศูนย์กลางสูงสุดของรายการที่จะแก้ไข
โดยการออกแบบ พวกเขาสามารถแบ่งออกเป็นสองประเภท: feed collets และ clamping collets ประกอบด้วยบุชเหล็กชุบแข็งที่มีช่องเจาะแบบไม่เจาะรูสามช่องซึ่งปลายถูกกดเข้าด้วยกันเพื่อสร้างกลีบดอก ปลอกรัดอีเจ็คเตอร์เป็นแบบสปริงโหลดและแตกต่างกันไปในแต่ละรุ่น

เมื่อคอลเล็ตเคลื่อนตัวในหัวจับ ร่องจะแคบลง กริปของรีเทนเนอร์และชิ้นงานจะเพิ่มขึ้น
ด้วยเหตุนี้ หัวจับชนิดนี้จึงมักใช้ในการแก้ไขชิ้นงานที่ผ่านกระบวนการแล้ว หากประเภทของชิ้นงานไม่ตรงกับรูปร่างของคอลเล็ต ช่างฝีมือก็หันไปใช้เม็ดมีดแบบเปลี่ยนได้

คันโยก
ศูนย์กลางของการออกแบบอุปกรณ์นี้คือคันโยกสองแขนที่ขับเคลื่อนตัวยึดและแคลมป์ แต่ละคนมีจำนวนกล้องที่แตกต่างกัน คุณสมบัตินี้ทำให้คุณสามารถตัดเฉือนชิ้นส่วนที่มีรูปทรงที่ซับซ้อนได้ หัวจับเครื่องกลึงใช้เวลานานขึ้นสำหรับงานเสริม ซึ่งลดประสิทธิภาพการผลิตอย่างไรก็ตามเป็นเครื่องมือที่เหมาะสมสำหรับการผลิตตามสั่งในโรงงานขนาดเล็ก

เครื่องประเภทนี้สามารถปรับได้ด้วยประแจ (ซึ่งเคลื่อนลูกเบี้ยวไปพร้อม ๆ กัน)... ตำแหน่งของแต่ละชิ้นสามารถปรับได้อย่างอิสระ
หลังจากที่จับชิ้นงานแล้ว โดยปกติแล้วผลิตภัณฑ์ประเภทก้านโยกจะถูกเลือกสำหรับการกัดหยาบ เนื่องจากการเล่นเพียงเล็กน้อยอาจส่งผลต่อรูปร่างของชิ้นส่วนในอนาคต
ลิ่ม
หัวจับลิ่มสำหรับกลึงเป็นรุ่นที่ล้ำหน้ากว่าของการออกแบบแบบก้านโยก ไดรฟ์อิสระหลายตัวใช้เพื่อปรับตำแหน่งของแคลมป์ ส่งผลให้ชิ้นงานที่มีรูปทรงซับซ้อนสามารถจับยึดและหมุนไปในทิศทางใดก็ได้ เหนือสิ่งอื่นใด:
-
คุณสามารถประมวลผลผลิตภัณฑ์ที่มีข้อผิดพลาดเล็กน้อยและรูปร่างที่แม่นยำ
-
ใช้แรงสม่ำเสมอกับลูกเบี้ยวแต่ละตัว
-
การตรึงคุณภาพสูงด้วยความเร็วสูง


อย่างไรก็ตาม ความซับซ้อนของการตั้งค่าและเวลาการตั้งค่าก่อนทำงานจะเพิ่มขึ้นอย่างมาก ในหลายกรณี หัวจับกลึงมีรูปแบบการจับยึดแบบพิเศษที่ปรับให้เข้ากับอุปกรณ์ CNC
ตามจำนวนแคม
ผลิตภัณฑ์ที่อธิบายไว้ด้านล่างเป็นที่ต้องการมากที่สุด
-
สองแคม... หัวจับเหล่านี้มีกระบอกสูบสองกระบอกที่ด้านหนึ่ง โดยมีสกรูระหว่างลูกเบี้ยวหรือระบบเกียร์แบบกลไก หากช่องว่างถูกชดเชยกับชิ้นงาน แกนกลางจะถูกชดเชยด้วย
-
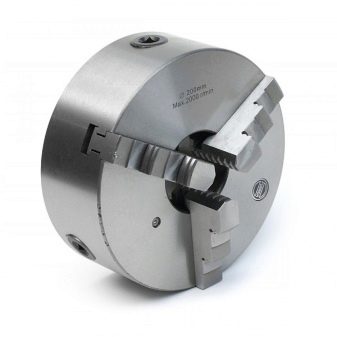
สามแคม... ขับเคลื่อนด้วยเฟืองขับและช่วยให้ยึดชิ้นส่วนได้อย่างรวดเร็วโดยไม่ต้องเสียเวลาปรับแต่งใหม่ การจัดกึ่งกลางทำได้โดยใช้บ่าแบบเรียวหรือทรงกระบอก
-
สี่แคม... มันถูกยึดด้วยสกรูและเป็นอิสระอย่างสมบูรณ์แกนของพวกมันอยู่ในระนาบของดิสก์ หัวจับกลึงประเภทนี้ต้องใช้ความระมัดระวัง
-
ซิกแคม... คาร์ทริดจ์เหล่านี้มีแรงอัดต่ำและมีการกระจายแรงอัดอย่างเท่าเทียมกัน กล้องมีสองประเภท: กล้องรวมและลูกเบี้ยวประกอบ พวกเขาไม่ได้รับความนิยมมากนักและคุณสามารถซื้อได้โดยสั่งจองล่วงหน้าเท่านั้น


ตามประเภทแคลมป์
ขากรรไกรเชยแบ่งออกเป็นแคมหน้าและลูกเบี้ยวถอยหลัง ซึ่งแทบไม่มีผลกระทบอย่างมีนัยสำคัญต่อประสิทธิภาพการทำงาน
นี่อาจเป็นการออกแบบที่ได้รับความนิยมมากที่สุด กลไกทำงานโดยการขยับลูกเบี้ยวและแคลมป์โดยใช้คันโยกสองแขน


ระดับความแม่นยำ
มีทั้งหมด 4 ระดับของความแม่นยำ:
-
ชั่วโมง - ความแม่นยำปกติ
-
n - เพิ่มขึ้น;
-
ข - สูง;
-
a - ความแม่นยำสูงโดยเฉพาะอย่างยิ่ง

สามารถเลือกวัสดุของตัวหัวจับได้ขึ้นอยู่กับการใช้งาน:
-
เหล็กหล่อ≥ sc30;
-
เหล็ก≥ 500 MPa;
-
โลหะที่ไม่ใช่เหล็ก

ขนาด (แก้ไข)
หัวจับกลึงมาตรฐานมีทั้งหมด 10 ขนาด: 8, 10, 12, 16, 20, 25, 31.5, 40, 50 และ 63 ซม.


ภาพรวมผู้ผลิต
ในตลาดสมัยใหม่ เยอรมัน โรม และขัดเงา กระทิง-Bial, ซึ่งมีโรงงานผลิตอุปกรณ์ทางเทคนิค เครื่องมือ และเครื่องมือกล แม้ว่าจะมีราคาแพงมาก แต่การผลิตทุกอย่างที่ไม่ต้องใช้หัวจับกลับกลายเป็นสิ่งที่คิดไม่ถึงในตอนนี้


และตลับหมึกของผู้ผลิตเบลารุส "Belmash" ก็เป็นที่นิยมอย่างมากใน CIS

สิ่งที่ควรพิจารณาเมื่อเลือก?
การออกแบบที่ไม่เหมาะสมอาจทำให้จำนวนผลิตภัณฑ์ที่มีข้อบกพร่องและการชำรุดของเครื่องจักรเพิ่มขึ้น ตาม GOST ควรคำนึงถึงประเด็นต่อไปนี้เมื่อเชื่อมต่อ
-
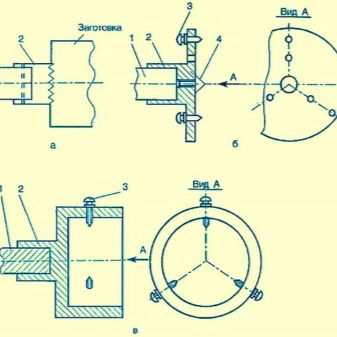
ประเภทการติดตั้งบนแกนหมุน สามารถใช้สายรัดตรงกลาง หน้าแปลน แคลมป์แคม และแหวนรองหมุนเพื่อยึดได้
-
มีการจำกัดความถี่... พิจารณาความเร็วสูงสุดที่หัวจับเครื่องกลึงจะทำงาน
-
จำนวนขากรรไกร ประเภทของขากรรไกร (ติดบนพื้นผิวหรือรวมกัน) ความแข็งและวิธีการจับยึด ประเภทของการเคลื่อนไหว - ทั้งหมดนี้เป็นตัวกำหนดประสิทธิภาพของแคลมป์และเวลาที่จำเป็นสำหรับการปรับใหม่

วิธีทำด้วยตัวเอง?
คิดล่วงหน้าว่าผลิตภัณฑ์จะได้รับการแก้ไขบนเครื่องอย่างไร และหากจำเป็น ให้ผลิตหรือซื้อบุชเกลียวแบบเกลียว จากนั้นคุณสามารถดำเนินการต่อ
-
บนจานที่มีอยู่ ให้ทำเครื่องหมายวงกลมและแกนสองแกนที่ผ่านจุดศูนย์กลางและตัดกันที่มุม 90 องศา
-
ใช้จิ๊กซอว์ตัดขอบหน้าปัดออก แล้วขัดให้เรียบร้อย
-
ตามแกนผลลัพธ์ร่องจะถูกตัดสองสามเซนติเมตรจากกึ่งกลางและสองถึงสามเซนติเมตรจากขอบ
-
เลื่อยมุมออกเป็นสี่ชิ้นเท่าๆ กัน และเจาะรูในแต่ละด้านด้วยสว่านขนาดเดียวกัน
-
ร้อยเกลียว M8 ในแถบมุมที่สองแล้วขันน็อต
-
ติดตั้งบูชเกลียวสำหรับติดตั้งเพลา
-
ยึดโครงยึดเข้ากับกรอบด้วยสลักเกลียวและแหวนรอง
-
ขั้นตอนสุดท้ายคือการติดตั้งหัวจับบนเครื่องกลึง

ในการยึดชิ้นงานให้แน่นด้วยหัวจับแบบโฮมเมดนี้ มุมจะถูกขยับและแก้ไขโดยการขันน็อตให้แน่น และสุดท้ายชิ้นงานจะถูกยึดด้วยสกรูที่ขันเกลียวเข้ากับเกลียว
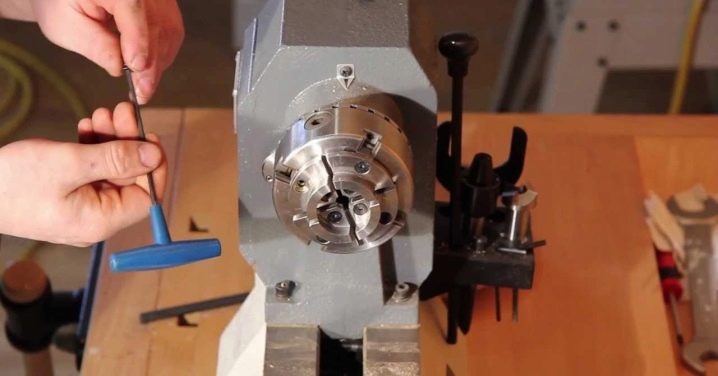
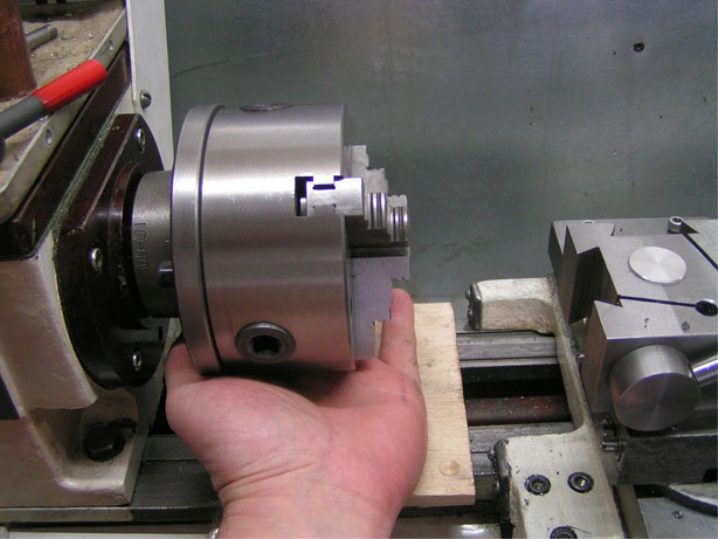
วิธีการติดตั้งและถอดอย่างถูกต้อง?
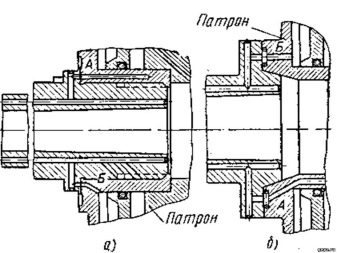
ตัวเครื่องสามารถติดตั้งหัวจับเกลียวหรือแบบมีปีกได้ ทั้งหมดนี้ขึ้นอยู่กับขนาดของเครื่อง ประเภทแรกสามารถใช้กับเครื่องขนาดเล็กได้ หัวจับเกลียวไม่หนักมาก ดังนั้นการประกอบจึงไม่มีปัญหา เพียงจัดตำแหน่งชิ้นส่วนที่เป็นเกลียวและขันให้เข้าด้วยกัน สามารถทำได้โดยคนคนเดียวโดยไม่ต้องใช้เครื่องมือ
หัวจับแบบมีหน้าแปลนสามารถรับน้ำหนักได้มากกว่า 20 กก. ประเภทที่นิยมมากที่สุดคือแหวนรองหมุนที่ติดตั้งอยู่ใต้แกนหมุน


การติดตั้งดำเนินการในหลายขั้นตอน
-
ขั้นแรก ตรวจสอบสภาพของหัวจับและสปินเดิล และแก้ไขข้อผิดพลาดใดๆ การส่ายของแกนหมุนไม่ควรเกิน 3 ไมครอน
-
เครื่องวางที่ความเร็วเป็นกลาง... ถัดไป คาร์ทริดจ์ถูกติดตั้งบนฐานยึด ตอนนี้คุณต้องวางหัวจับไว้ตรงกลาง
-
ติดตั้งก้ามปูเข้ากับแกนหมุนที่ระยะประมาณ 1 ซม. โดยจัดหมุดให้ตรงกับรูในหน้าแปลน จากนั้นจึงป้อนส่วนท้ายเข้าในหัวจับ ไกด์จะวิ่งไปตามความยาวทั้งหมดระหว่างลูกเบี้ยว จากนั้นจึงจับยึด
-
ในขั้นตอนต่อไป หัวจับจะถูกผลักไปที่แกนหมุน (หมุดถูกสอดเข้าไปในรูของหน้าแปลน) และปลายปากกาจะขยายออก - แขน headstock ที่เคลื่อนย้ายได้
-
จากนั้นปล่อยลูกเบี้ยว ส่วนท้ายจะหดและขันน็อตให้แน่น เมื่อสิ้นสุดการทำงาน ให้ตรวจสอบการส่ายของส่วนท้าย

ต่อไป เราจะพิจารณาวิธีการถอดหัวจับของเครื่องจักรงานไม้อัตโนมัติ
-
หลังจากถอดลูกเบี้ยวออกล่วงหน้าแล้ว ให้ตั้งไกด์ให้ไกลที่สุดเมื่อเทียบกับหัวจับ ยึดส่วนท้ายให้แน่น
-
จากนั้นนำน็อตที่ยึดหัวจับเข้าที่ออกทีละตัว ในการทำเช่นนี้ จำเป็นต้องตั้งคันเกียร์ให้หมุนรอบต่ำสุด เพื่อป้องกันการเปลี่ยนตำแหน่งของหัวจับ
-
หลังจากคลายน็อตตัวแรก หมุนคันโยกไปที่ความเร็วสูง และหมุนหัวจับไปยังตำแหน่งที่ต้องการ
-
ดึงปากกาขนนกและ ค่อยๆ ถอดหัวจับออกจากหน้าแปลนแกนหมุน
-
หากตลับหมึกมีน้ำหนักค่อนข้างมาก จะต้องวางบนฐานรองรับบางประเภท จากนั้นปล่อยลูกเบี้ยวและถอดไกด์ออกจากที่นั่ง แค่นี้งานก็จบแล้ว
การปฏิบัติตามกฎสำหรับการตั้งค่าและการใช้งานเครื่องจักรช่วยรับประกันคุณภาพของผลลัพธ์ของชิ้นงานในการประมวลผล และรับประกันการทำงานของเครื่องจักรในระยะยาวโดยปราศจากปัญหา
เคล็ดลับการใช้งาน
การใช้เครื่องกลึงอย่างถูกต้องมีดังนี้
-
ทำความสะอาดเป็นประจำ อุปกรณ์และการกำจัดเศษตามปกติจะช่วยลดเวลาหยุดทำงาน การเสีย และการคัดแยกระหว่างการกลึง หากไม่ทำการบำรุงรักษาเป็นประจำ อุปกรณ์อาจเสียหายเพิ่มขึ้นอย่างมาก ความทนทานลดลง และต้นทุนการผลิตเพิ่มขึ้น
-
เพื่อหลีกเลี่ยงความล้มเหลวของอุปกรณ์ คุณควร ตรวจสอบสภาพของคมตัดและด้านหลังของเครื่องมือทำงานอย่างสม่ำเสมอลับคมหรือเปลี่ยนเครื่องมือทื่อทันที
-
ส่วนประกอบทั้งหมดที่คุณต้องการเช่น น้ำมัน น้ำหล่อเย็น เครื่องมือ อุปกรณ์กลึงและรัด ต้องมีคุณภาพเหมาะสมและเป็นตราสินค้าที่กำหนด
-
การเปลี่ยนชิ้นส่วนและเครื่องมือที่ชำรุด กำจัดความผิดปกติง่าย ๆ













ส่งความคิดเห็นเรียบร้อยแล้ว