การจำแนกและการเลือกลวดเชื่อม

งานเชื่อมสามารถทำได้ทั้งแบบอัตโนมัติและกึ่งอัตโนมัติ และดำเนินการด้วยวัสดุที่หลากหลาย เพื่อให้ผลลัพธ์ของกระบวนการประสบความสำเร็จ ควรใช้ลวดเชื่อมแบบพิเศษ


มันคืออะไรและมีไว้เพื่ออะไร?
ลวดเติมเป็นเส้นใยโลหะ มักพันบนแกนม้วน คำจำกัดความขององค์ประกอบนี้บ่งชี้ว่าส่วนใหญ่มีส่วนช่วยในการสร้างตะเข็บที่แข็งแรงขึ้น ปราศจากรูขุมขนและความไม่สม่ำเสมอ การใช้ไส้หลอดช่วยให้มั่นใจได้ว่าการผลิตจะมีเศษเหล็กเหลือน้อยที่สุด รวมทั้งมีการเกิดตะกรันในระดับต่ำ
อุปกรณ์ได้รับการแก้ไขในตัวป้อน หลังจากนั้นลวดจะถูกส่งไปยังพื้นที่เชื่อมในโหมดอัตโนมัติหรือกึ่งอัตโนมัติ โดยหลักการแล้ว มันสามารถป้อนด้วยตนเองได้เพียงแค่ม้วนขดลวดออก
ข้อกำหนดสำหรับวัสดุตัวเติมไม่ได้เกี่ยวข้องกับคุณภาพเท่านั้น แต่ยังรวมถึงความเหมาะสมของชิ้นส่วนที่จะตัดเฉือนด้วย
ภาพรวมสายพันธุ์
การจำแนกประเภทของลวดเชื่อมนั้นขึ้นอยู่กับลักษณะ คุณสมบัติ และงานที่จะทำ
โดยได้รับการแต่งตั้ง
นอกจากลวดเอนกประสงค์แล้ว ยังมีพันธุ์สำหรับสภาพการเชื่อมแบบพิเศษอีกด้วย เป็นทางเลือก เกลียวโลหะสามารถออกแบบสำหรับขั้นตอนที่มีการเชื่อมแบบบังคับ สำหรับงานใต้น้ำหรือด้วยเทคโนโลยีการอาบน้ำ ในกรณีเหล่านี้ ลวดต้องมีสารเคลือบพิเศษหรือองค์ประกอบทางเคมีพิเศษ

ตามโครงสร้าง
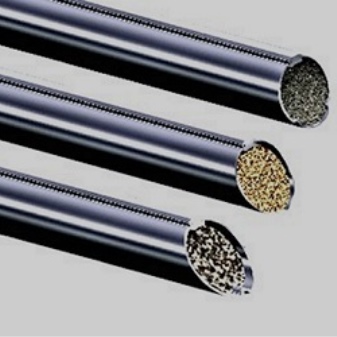
ตามโครงสร้างของเส้นลวด เป็นเรื่องปกติที่จะแยกแยะความแตกต่างระหว่างของแข็ง ผง และถ่านกัมมันต์ ลวดแข็งดูเหมือนแกนที่ปรับเทียบแล้วจับจ้องไปที่แกนม้วนหรือตลับเทป การวางเป็นแถวในขดลวดก็เป็นไปได้เช่นกัน บางครั้งแท่งและแถบก็เป็นทางเลือกแทนลวดดังกล่าว ประเภทนี้ใช้สำหรับการเชื่อมอัตโนมัติและกึ่งอัตโนมัติ
ลวดเชื่อมฟลักซ์คอร์ดูเหมือนท่อกลวงที่เต็มไปด้วยฟลักซ์ ตรงกันข้าม ไม่ควรใช้กับเครื่องกึ่งอัตโนมัติ เนื่องจากการดึงเกลียวทำได้ยาก นอกจากนี้ การกระทำของลูกกลิ้งไม่ควรเปลี่ยนท่อกลมเป็นวงรี ฟิล์มที่เปิดใช้งานยังเป็นแกนที่ปรับเทียบแล้ว แต่ด้วยการเพิ่มส่วนประกอบที่ใช้สำหรับสายไฟที่มีแกนฟลักซ์ เช่น อาจกลายเป็นชั้นบางๆ

ตามประเภทพื้นผิว
ฟิล์มเชื่อมสามารถชุบทองแดงและไม่ชุบทองแดง เส้นใยเคลือบทองแดงช่วยเพิ่มความเสถียรของส่วนโค้ง สิ่งนี้เกิดขึ้นเนื่องจากคุณสมบัติของทองแดงช่วยให้การจ่ายกระแสไฟไปยังโซนการเชื่อมดีขึ้น นอกจากนี้ความต้านทานฟีดจะลดลง ลวดที่ไม่ชุบทองแดงมีราคาถูกกว่าซึ่งเป็นข้อได้เปรียบหลัก
อย่างไรก็ตาม ด้ายที่ไม่เคลือบผิวสามารถมีพื้นผิวที่ขัดเงาได้ ซึ่งทำให้เป็นการเชื่อมโยงระดับกลางระหว่างสองสายพันธุ์หลัก

ตามองค์ประกอบ
สิ่งสำคัญคือองค์ประกอบทางเคมีของเส้นลวดจะต้องตรงกับองค์ประกอบของวัสดุที่จะนำไปแปรรูป นั่นเป็นเหตุผลที่ ในการจัดประเภทนี้ มีฟิลเลอร์หลายประเภท: เหล็ก บรอนซ์ ไททาเนียม หรือแม้แต่อัลลอยด์ ซึ่งประกอบด้วยองค์ประกอบหลายอย่าง

โดยจำนวนของธาตุผสม
อีกครั้งขึ้นอยู่กับปริมาณขององค์ประกอบโลหะผสม ลวดเชื่อมสามารถ:
- โลหะผสมต่ำ - น้อยกว่า 2.5%;
- โลหะผสมขนาดกลาง - จาก 2.5% เป็น 10%;
- อัลลอยด์สูง - มากกว่า 10%
ยิ่งมีองค์ประกอบที่เป็นโลหะผสมมากเท่าไร คุณสมบัติของลวดก็จะยิ่งดีขึ้นเท่านั้น ความต้านทานความร้อน ความต้านทานการกัดกร่อน และตัวบ่งชี้อื่นๆ ได้รับการปรับปรุง


ตามเส้นผ่านศูนย์กลาง
เส้นผ่านศูนย์กลางของเส้นลวดจะถูกเลือกขึ้นอยู่กับความหนาขององค์ประกอบที่จะเชื่อม ความหนาที่เล็กกว่าควรมีขนาดเล็กลงตามลำดับ นอกจากนี้ยังกำหนดพารามิเตอร์สำหรับขนาดของกระแสเชื่อมด้วยทั้งนี้ขึ้นอยู่กับเส้นผ่านศูนย์กลาง ดังนั้น ด้วยตัวบ่งชี้นี้น้อยกว่า 200 แอมแปร์ จึงจำเป็นต้องเตรียมลวดเชื่อมที่มีขนาดเส้นผ่าศูนย์กลาง 0.6, 0.8 หรือ 1 มิลลิเมตร สำหรับกระแสที่ไม่เกิน 200-350 แอมแปร์ ลวดที่มีเส้นผ่านศูนย์กลาง 1 หรือ 1.2 มิลลิเมตรก็เหมาะสม สำหรับกระแส 400 ถึง 500 แอมแปร์ ต้องใช้เส้นผ่านศูนย์กลาง 1.2 และ 1.6 มิลลิเมตร
นอกจากนี้ยังมีกฎว่าเส้นผ่านศูนย์กลาง 0.3 ถึง 1.6 มิลลิเมตรเหมาะสำหรับกระบวนการอัตโนมัติบางส่วนที่ดำเนินการในสภาพแวดล้อมที่มีการป้องกัน เส้นผ่านศูนย์กลางตั้งแต่ 1.6 ถึง 12 มม. เหมาะสำหรับสร้างอิเล็กโทรดเชื่อม หากเส้นผ่านศูนย์กลางของเส้นลวดคือ 2, 3, 4, 5 หรือ 6 มม. สามารถใช้วัสดุตัวเติมเพื่อทำงานกับฟลักซ์ได้


เครื่องหมาย
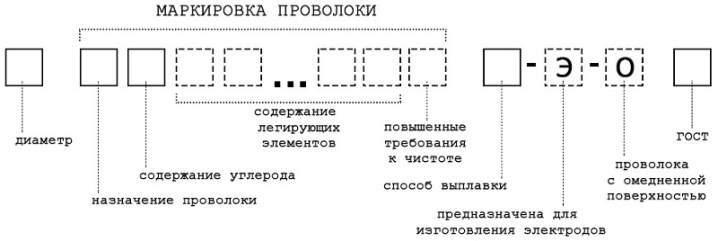
การทำเครื่องหมายของลวดเชื่อมจะขึ้นอยู่กับเกรดของวัสดุที่ต้องเชื่อม เช่นเดียวกับสภาพการทำงาน ถูกกำหนดตาม GOST และ TU สำหรับ เพื่อให้เข้าใจถึงวิธีการถอดรหัสคุณสามารถพิจารณาตัวอย่างของแบรนด์ลวด Sv-06X19N9Tซึ่งมักใช้ในการเชื่อมด้วยไฟฟ้าจึงเป็นที่นิยมอย่างมาก การรวมตัวอักษร "Sv" ระบุว่าเกลียวโลหะมีไว้สำหรับการเชื่อมเท่านั้น
ตัวอักษรตามด้วยตัวเลขที่ระบุปริมาณคาร์บอน ตัวเลข "06" ระบุว่าปริมาณคาร์บอนเท่ากับ 0.06% ของน้ำหนักรวมของวัสดุตัวเติม นอกจากนี้ คุณสามารถดูวัสดุที่รวมอยู่ในลวดและในปริมาณเท่าใด ในกรณีนี้คือ "X19" - โครเมียม 19% "H9" - 9% นิกเกิล และ "T" - ไทเทเนียม เนื่องจากไม่มีตัวเลขอยู่ถัดจากการกำหนดไททาเนียม ซึ่งหมายความว่ามีจำนวนน้อยกว่า 1%
ผู้ผลิตยอดนิยม
ผลิตลวดบรรจุมากกว่า 70 แบรนด์ในรัสเซีย ผลิตภัณฑ์เครื่องหมายการค้า Bars ผลิตโดย Barsweld ซึ่งเปิดดำเนินการมาตั้งแต่ปี 2551 กลุ่มผลิตภัณฑ์ประกอบด้วยสายสเตนเลส ทองแดง ฟลักซ์คอร์ ชุบทองแดง และอะลูมิเนียม วัสดุฟิลเลอร์ผลิตขึ้นโดยใช้เทคโนโลยีที่เป็นนวัตกรรมใหม่ ผู้ผลิตเกลียวโลหะของรัสเซียอีกรายคือ InterPro LLC การผลิตดำเนินการโดยใช้อุปกรณ์ของอิตาลีโดยใช้สารหล่อลื่นนำเข้าพิเศษ
ลวดเชื่อมสามารถผลิตได้ที่สถานประกอบการของรัสเซีย:
- LLC SvarStroyMontazh;
- โรงงานวัสดุเชื่อม Sudislavl


วิสาหกิจจีนมีตัวแทนอย่างกว้างขวางในตลาดวัสดุตัวเติม ข้อได้เปรียบหลักของพวกเขาคือการรวมกันของราคาเฉลี่ยและคุณภาพดี ตัวอย่างเช่น เรากำลังพูดถึงบริษัทจีน Farina ซึ่งผลิตสายไฟสำหรับใช้กับเหล็กกล้าคาร์บอนและโลหะผสมต่ำ ผู้ผลิตจีนรายอื่นๆ ได้แก่:
- เดก้า;
- บิซอน;
- อัลฟ่าแม็ก;
- อี้เฉิน


วิธีการเลือก?
เมื่อทำการเลือกวัสดุตัวเติมจำเป็นต้องคำนึงถึงกฎพื้นฐานสองข้อ ดังที่ได้กล่าวไปแล้ว มันเป็นสิ่งสำคัญที่องค์ประกอบของลวดจะคล้ายกับองค์ประกอบของชิ้นส่วนที่จะเชื่อมมากที่สุด ตัวอย่างเช่น สำหรับโลหะเหล็กและโลหะผสมทองแดง จะใช้รูปแบบต่างๆ กัน ขอแนะนำให้แน่ใจว่าองค์ประกอบนั้น ถ้าเป็นไปได้ ปราศจากกำมะถันและฟอสฟอรัส รวมทั้งสนิม สี และการปนเปื้อนใดๆ
กฎข้อที่สองเกี่ยวข้องกับจุดหลอมเหลว: สำหรับวัสดุตัวเติม ควรต่ำกว่าผลิตภัณฑ์แปรรูปเล็กน้อย หากจุดหลอมเหลวของเส้นลวดสูงขึ้น ชิ้นส่วนก็จะไหม้ นอกจากนี้ยังควรตรวจสอบให้แน่ใจว่าลวดยืดออกอย่างสม่ำเสมอและสามารถเติมตะเข็บได้อย่างสมบูรณ์เส้นผ่านศูนย์กลางของฟิลเลอร์ต้องสอดคล้องกับความหนาของโลหะที่จะเชื่อม
โดยวิธีการที่วัสดุลวดจะต้องตรงกับวัสดุซับ

เคล็ดลับการใช้งาน
การจัดเก็บลวดเติมไม่สามารถเกิดขึ้นได้ภายใต้สภาวะที่มีความชื้นสูง วัสดุตัวเติมในบรรจุภัณฑ์เดิมสามารถเก็บไว้ที่อุณหภูมิระหว่าง 17 ถึง 27 องศา โดยขึ้นอยู่กับระดับความชื้น 60% หากช่วงอุณหภูมิเพิ่มขึ้นเป็น 27-37 องศาความชื้นสัมพัทธ์สูงสุดจะลดลงเหลือ 50% เส้นด้ายที่แกะแล้วสามารถนำไปใช้ในเวิร์กช็อปได้เป็นเวลา 14 วัน อย่างไรก็ตาม ลวดจะต้องได้รับการปกป้องจากสิ่งสกปรก ฝุ่น และน้ำมัน หากการเชื่อมหยุดชะงักนานกว่า 8 ชั่วโมง ตลับและม้วนจะต้องได้รับการปกป้องด้วยถุงพลาสติก
นอกจากนี้ การใช้วัสดุตัวเติมต้องมีการคำนวณอัตราการบริโภคเบื้องต้น สะดวกที่สุดในการวางแผนการใช้สายไฟต่อเมตรของการเชื่อมต่อที่จะเติม ทำได้ตามสูตร N = G * K โดยที่:
- N เป็นบรรทัดฐาน
- G คือมวลของพื้นผิวบนตะเข็บสำเร็จรูป ยาวหนึ่งเมตร
- K คือปัจจัยการแก้ไข ซึ่งพิจารณาจากมวลของวัสดุที่สะสมต่อปริมาณการใช้โลหะที่จำเป็นสำหรับการเชื่อม


ในการคำนวณ G คุณต้องคูณ F, y และ L:
- F - หมายถึงพื้นที่หน้าตัดของการเชื่อมต่อต่อหนึ่งตารางเมตร
- y - รับผิดชอบความหนาแน่นของวัสดุที่ใช้ทำลวด
- แทนที่จะเป็น L จะใช้หมายเลข 1 เนื่องจากอัตราการบริโภคคำนวณต่อ 1 เมตร
เมื่อคำนวณ N แล้ว ตัวบ่งชี้จะต้องคูณด้วย K:
- สำหรับการเชื่อมด้านล่าง K เท่ากับ 1;
- ด้วยแนวตั้ง - 1.1;
- ด้วยแนวตั้งบางส่วน - 1.05;
- พร้อมเพดาน - 1.2

เป็นมูลค่าการกล่าวขวัญไม่ต้องการคำนวณโดยใช้สูตรบนอินเทอร์เน็ตคุณสามารถหาเครื่องคิดเลขพิเศษสำหรับการใช้วัสดุเชื่อม ตัวป้อนลวดมักจะประกอบด้วยมอเตอร์ไฟฟ้า กระปุกเกียร์ และระบบลูกกลิ้งป้อนและแรงดัน คุณสามารถทำได้ด้วยตัวเองหรือซื้ออุปกรณ์สำเร็จรูป กลไกนี้มีหน้าที่ในการขนส่งวัสดุตัวเติมไปยังโซนเชื่อม
ควรสังเกตด้วยว่าลวดเชื่อมแก๊สด้วยอะเซทิลีนจะต้องปราศจากสนิมหรือน้ำมัน จุดหลอมเหลวต้องเท่ากับหรือต่ำกว่าจุดหลอมเหลวของวัสดุที่จะทำการประมวลผล
หากไม่สามารถหาลวดเชื่อมที่มีองค์ประกอบที่เหมาะสมได้ ในบางกรณีก็สามารถเปลี่ยนแถบวัสดุที่มีเกรดเดียวกันกับวัสดุที่กำลังดำเนินการได้ ข้อกำหนดสำหรับไส้โลหะสำหรับการเชื่อมคาร์บอนไดออกไซด์มีความคล้ายคลึงกัน


ในวิดีโอหน้า คุณจะพบการทดสอบเปรียบเทียบลวดเชื่อม 0.8 มม.













ส่งความคิดเห็นเรียบร้อยแล้ว