วิธีการบัดกรีโพลีเอทิลีน?

วิธีการเชื่อมโพลีเอทิลีนที่เป็นที่รู้จักมากที่สุดวิธีหนึ่งคือการเชื่อม วิธีนี้เป็นวิธีที่ได้ผลและเป็นที่นิยมมากที่สุด การเชื่อมเป็นไปได้เนื่องจากความสามารถของโพลีเอทิลีนภายใต้อิทธิพลของอุณหภูมิในการเปลี่ยนสถานะจากของแข็งเป็นของเหลว (เทอร์โมพลาสติก) และความแข็งแรงของวัสดุ การเชื่อมแผ่นโพลีเอทิลีน (บางครั้งเรียกว่ากระดาษแก้ว ซึ่งไม่ถูกต้อง) จะทำที่มุม 90 °หรือการเชื่อมแบบก้น


หนทาง
การเชื่อมต่อขององค์ประกอบแต่ละส่วนของโพลีเอทิลีนนั้นกระทำโดยให้ความร้อนกับอุณหภูมิหลอมเหลวด้วยการบีบแบบขนาน ชั้นถูกบัดกรีเพื่อสร้างรอยเชื่อม หลังจากเย็นตัวลง การเชื่อมต่อแบบชิ้นเดียวที่แข็งแกร่งจะออกมา
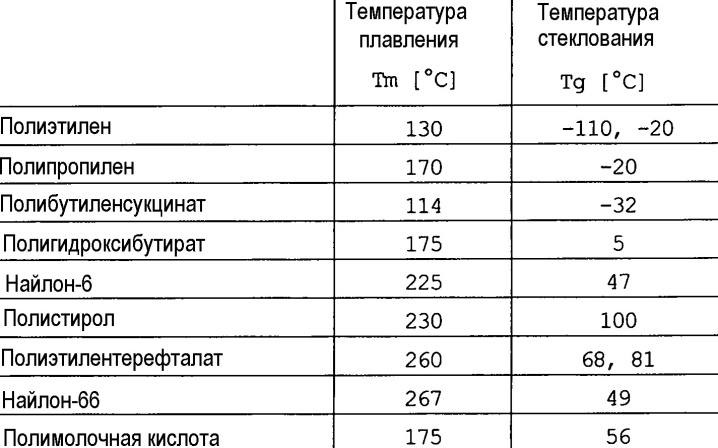
สิ่งสำคัญคือต้องรู้! จุดหลอมเหลวของโพลิเอธิลีนขึ้นอยู่กับความหนา (ตั้งแต่ 30 ถึง 200 ไมครอน)
เมื่อเชื่อมฟิล์มที่บ้านต้องเป็นไปตามระบอบเทคโนโลยี มันค่อนข้างง่ายที่จะได้ตะเข็บที่ปลอดภัย เมื่อทำงานเชื่อมต้องปฏิบัติตามข้อกำหนดต่อไปนี้:
- ควรเชื่อมต่อเฉพาะวัสดุที่มีพารามิเตอร์ทางเทคนิคเดียวกันองค์ประกอบทางเคมีไม่ควรแตกต่างกัน
- พื้นผิวต้องทำความสะอาดสิ่งสกปรกและสิ่งสกปรก
- เลือกโหมดอุณหภูมิอย่างถูกต้อง: ไม่สูงพอที่จะเชื่อมวัสดุที่มีความแข็งแรงต่ำ สูงเกินไป - ทำให้ข้อต่อเสียรูป


การเชื่อมซ้ำไม่ได้ทำบนขอบเก่า สำหรับงานต่อไปพวกเขาจะถูกตัดแต่ง ก่อนเริ่มกระบวนการ จำเป็นต้องจัดระเบียบสถานที่ทำงานและวัสดุ
เพื่อให้รอยเชื่อมมีความสม่ำเสมอและไม่เด่นเท่าที่เป็นไปได้ คุณต้องแก้ไขปัญหาอย่างจริงจังและเลือกวิธีการบัดกรีที่จะสะดวกและราคาไม่แพงสำหรับคุณ
มีวิธีที่นิยมที่สุดในการเชื่อมโพลีเอทิลีน

การเชื่อมแบบกระจาย
นี่เป็นวิธีที่มีประสิทธิภาพที่สุดวิธีหนึ่งในการต่อแผ่นโพลีโพรพิลีน วิธีนี้ใช้กับอุปกรณ์เชื่อมที่มีอุปกรณ์พิเศษ การเชื่อมแผ่นโพลีโพรพีลีนทำได้โดยการวางชิ้นส่วน 2 ชิ้นบนตัวเครื่องแล้วทำการซ่อม ปลายแผ่นจะถูกกดเข้ากับเครื่องทำความร้อนไฟฟ้า เพื่อให้ได้ผลลัพธ์ที่ดีต้องอุ่นผ้าปูที่นอนเป็นเวลานาน หลังจากถึงอุณหภูมิที่เหมาะสมแล้วแผ่นจะถูกกดลงด้วยแคลมป์
รอยต่อที่เกิดจากอุปกรณ์เชื่อมจะแข็งแรงและเชื่อถือได้มาก



เงื่อนไขที่สำคัญสำหรับวิธีนี้คือความสะอาดและความชื้นต่ำของมวลอากาศในห้อง
วิธีนี้เหมาะสำหรับแผ่นที่มีความกว้างใดๆ และช่วยให้คุณสามารถรวมแผ่นโพลีโพรพิลีนเป็นม้วนได้ สำหรับปริมาณมาก พันธะการแพร่จะมีความจำเป็น

การเชื่อมเครื่องอัดรีด
วิธีการอัดรีดของแผ่นโพลีเอทิลีนประสานนั้นขึ้นอยู่กับการจัดหาวัสดุฟิลเลอร์พอลิเมอร์หลอมเหลว (แท่งโพลีโพรพีลีนกลม 4 มม. สำหรับการเชื่อม) ไปยังส่วนที่จะเชื่อมภายใต้แรงดัน วิธีนี้แสดงถึงการมีเครื่องมือพิเศษ: เครื่องอัดรีด อุปกรณ์นี้มีอุปกรณ์ต่อพ่วงต่างๆ ที่ทำให้สามารถประสานโครงสร้างที่ซับซ้อนและมีขนาดใหญ่ได้ ด้านบวกอุปกรณ์มีขนาดเล็ก เครื่องอัดรีดติดตั้งระบบจ่ายลมร้อนอัตโนมัติ ซึ่งช่วยให้แผ่นนิ่มลงและป้องกันข้อบกพร่องใดๆ ระหว่างการเชื่อม วิธีนี้แสดงถึงประสิทธิภาพในการทำงาน เนื่องจากอุณหภูมิสูง (ประมาณ 270 ° C) อาจทำให้วัสดุชั้นในเสียรูปได้


ด้วยเทคโนโลยีนี้ ไม่จำเป็นต้องมีห้องพิเศษ และการเชื่อมจะดำเนินการโดยตรงในที่ทำงานเนื่องจากความกะทัดรัดของอุปกรณ์
รอยต่อที่ทำด้วยเครื่องอัดรีดถือเป็นความแข็งแรง 2 หลังหน่วยเชื่อม ข้อเสียของวิธีนี้คือต้องรวมโพรพิลีนที่มีโครงสร้างเหมือนกัน คลาส มิฉะนั้นข้อต่อจะอ่อนแอและไม่สม่ำเสมอ


ติดต่องานเชื่อม
วิธีนี้เป็นวิธีที่ง่ายและประหยัดที่สุดวิธีหนึ่งด้วยความช่วยเหลือที่ได้ข้อต่อคุณภาพสูง หลักการคือ แผ่นโพลีเอทิลีนที่จะเชื่อมติดกันถูกความร้อนจากกระแสลมร้อนหรือลิ่มร้อนไปยังจุดหลอมเหลว อากาศร้อนจะต้องได้รับความร้อนตามค่าที่กำหนดซึ่งโพลิเอทิลีนเริ่มละลาย จากนั้นแผ่นฟิล์มจะประกอบเข้าด้วยกันด้วยลูกกลิ้งแรงดันพิเศษ
หลักการทำงานคล้ายกับลิ่มร้อน - องค์ประกอบความร้อน อันเป็นผลมาจากการเชื่อมแบบสัมผัสของฟิล์มทำให้เกิดรอยเชื่อมซึ่งได้รับความแข็งแรง 80–90% ของวัสดุฐาน ดังนั้นเมื่อใช้เทคนิคนี้ คุณจะได้ตะเข็บเดี่ยวหรือคู่ที่แข็งแรง

นอกจากนี้ยังใช้อุปกรณ์ที่คล้ายกับเครื่องเป่าผมก่อสร้าง มันทำให้ฟิล์มร้อนด้วยลมร้อนและละลายมัน
อุปกรณ์มีน้ำหนักเบาและทรงพลัง พกพาสะดวก ทำให้ใช้งานได้ในสภาวะต่างๆ


การเชื่อมฟิล์มด้วยหัวแร้ง
ที่บ้านสำหรับการบัดกรีโพลีเอทิลีนชิ้นเล็ก ๆ คุณสามารถเชื่อมฟิล์มด้วยหัวแร้ง อุปกรณ์ทำความร้อนในครัวเรือนทั่วไปขนาด 40–60 วัตต์สามารถใช้สำหรับการบัดกรีโพลีเอทิลีนได้หลังจากอัพเกรดทิปแล้ว ปลายมักจะถูกแทนที่ด้วยแท่งอลูมิเนียมหรือทองแดง พื้นที่สัมผัสต้องมีขนาดเล็ก: ไม่เกิน 2 มม. สะดวกเมื่อมีรัศมีการปัดเศษของขอบ เนื่องจากมีการวัดการเคลื่อนที่ของเครื่องมือ

ปลายที่แหลมคมทำให้กระบวนการเชื่อมง่ายขึ้น: วัสดุถูกปิดผนึกและตัดขอบขนานกัน ปลายที่เสร็จแล้วได้รับการแก้ไขในหัวแร้งโดยใช้สกรู บางครั้งเพื่อความน่าเชื่อถือ ปลายเหล็กไนไม่ได้ถูกทิ้งให้กลม แต่ถูกทำให้แบนแล้วติดตั้งในการตัด อุปกรณ์เชื่อมแบบโฮมเมดใช้สำหรับบรรจุฮาร์ดแวร์กลุ่มเล็ก ๆ ทำให้เกิดบรรจุภัณฑ์ที่ไม่ได้มาตรฐาน ด้วยความช่วยเหลือของมัน มันง่ายมากที่จะสร้างเปลือกสำหรับรีโมตคอนโทรล ฝาครอบสำหรับอุปกรณ์
การบัดกรีเศษฟิล์มที่มีเหล็กไนธรรมดานั้นไม่สะดวกเนื่องจากมีบริเวณสัมผัสที่ใหญ่มากจึงเกิดรอยต่อกับลูกปัดที่ไม่ถูกต้อง

มีการยึดเกาะของโพลีเอทิลีนที่ให้ความร้อน การเผาไหม้จำนวนมาก ไม่รับประกันความน่าเชื่อถือของการเชื่อมต่อ
ปลายรุ่นธรรมดาคือแผ่นอลูมิเนียมหรือทองแดงหนา 2-3 มม. ปลายด้านหนึ่งยึดไว้กับหัวแร้ง ส่วนปลายอีกด้านเป็นปลายมนและลับให้คมขึ้น มันถูกกดลงบนฟิล์มที่มุม 35–45 ° คุณสามารถใช้เครื่องเผาไหม้แทนหัวแร้งได้ มันถูกสร้างขึ้นบนหลักการเดียวกัน

อุปกรณ์
อุตสาหกรรมในประเทศผลิตเครื่องจักรเฉพาะสำหรับการเชื่อมโพลีเอทิลีน ราคาไม่แพงที่สุดคืออุปกรณ์ไฟฟ้า PP-40 มันคล้ายกับหัวแร้งมาก มีเพียงส่วนปลายเท่านั้นที่ดูแตกต่างไปเล็กน้อย: มันคล้ายกับรองเท้าสเก็ตที่กำลังวิ่งอยู่ ด้วยอุปกรณ์นี้ทำให้สามารถเชื่อมคุณภาพสูงในรูปทรงตรงหรือซับซ้อนได้
มีเครื่องจักรสำหรับการบัดกรีตะเข็บที่มีความยาวตั้งแต่ 500 ถึง 1,000 มม. อุปกรณ์นี้พบการใช้งานสำหรับการเชื่อมถุงบรรจุอาหารและสินค้าชิ้น มีอุปกรณ์อุตสาหกรรมที่สามารถเชื่อมตะเข็บที่มีความยาวตั้งแต่ 1100 ถึง 2500 มม. หน่วยเชื่อมทั้งหมดมีลักษณะเฉพาะด้วยการออกแบบที่เรียบง่าย ความน่าเชื่อถือในการใช้งาน และการผลิตตะเข็บที่แข็งแรง

และสำหรับการเชื่อมฟิล์มที่บ้านสามารถใช้หัวฉีดพิเศษซึ่งยึดกับเตารีดไฟฟ้า
องค์ประกอบนี้ทำจากแผ่นอลูมิเนียม ฐานของหัวฉีดตั้งตรง ซี่โครงจะอยู่ที่ด้านล่างซึ่งเป็นองค์ประกอบพื้นฐาน เมื่อใช้เครื่องมือนี้ คุณจะมีแถบเชื่อม 2 อันที่ขนานกัน
หัวฉีดได้รับการแก้ไขบนเตารีดไฟฟ้าที่มีกลีบพิเศษที่พับอยู่ใต้ฐานของอุปกรณ์NS. ขอบของหัวฉีดได้รับการแก้ไขที่ขอบของขอบฟิล์มเหนือกระดาษที่วาง หลังจากนั้นอุปกรณ์จะต้องเคลื่อนช้าๆ และค่อยๆ เคลื่อนไปรอบๆ อินเทอร์เฟซ เป็นผลให้เกิดตะเข็บคู่

ขั้นตอนการทำงาน
การเชื่อมฟิล์มประกอบด้วยขั้นตอนต่อไปนี้:
- การเตรียมพื้นผิวของชิ้นส่วนเชื่อม
- ความร้อนของพื้นที่บัดกรี
- การเชื่อมองค์ประกอบ
- การระบายความร้อนของรอยเชื่อม (องค์ประกอบที่เชื่อมอยู่ภายใต้ความกดดัน);
- การปล่อยองค์ประกอบเชื่อมจากแรงดัน
- การประมวลผลรอยเชื่อม

ควบคุมคุณภาพ
ครอบคลุมการควบคุมคุณภาพการเชื่อม:
- การควบคุมองค์กร
- การควบคุมการปฏิบัติงานระหว่างการเชื่อม
- การทดสอบความแข็งแรงระยะสั้นของรอยเชื่อม
- ตรวจสอบความสมบูรณ์ของรอยเชื่อมและการเคลือบ
การเชื่อมจะต้องดำเนินการโดยผู้ผ่านการฝึกอบรมหลักสูตรช่างเชื่อมพลาสติกในธุรกิจก่อสร้างและมีใบรับรองที่เหมาะสม


วิธีบัดกรีฟิล์มดูด้านล่าง













ส่งความคิดเห็นเรียบร้อยแล้ว