วิธีการใช้ไมโครมิเตอร์?

มีบางสถานการณ์ที่คุณต้องการทราบขนาดที่แน่นอนของชิ้นส่วน จนถึงส่วนร้อยหรือหนึ่งในพันของมิลลิเมตร ตัวอย่างเช่น เครื่องมือของกลศาสตร์ความเที่ยงตรง ซึ่งแทบทุกไมโครมิเตอร์มีความสำคัญ ด้วยเหตุนี้จึงใช้อุปกรณ์ที่มีชื่อเดียวกันซึ่งความเครียดจะอยู่ในพยางค์อื่น

กฎการใช้งานประเภทต่างๆ
ในรูปแบบที่ง่ายที่สุด ไมโครมิเตอร์เป็นอุปกรณ์วัดที่มีไม้บรรทัดอย่างน้อยสามตัว อันที่หนึ่ง อันหลัก นับหน่วยมิลลิเมตร ประการที่สอง ชดเชยครึ่งมิลลิเมตรเมื่อเทียบกับส่วนแรก ช่วยให้คุณสามารถวัดความกว้าง (ความหนา ความสูง) ของชิ้นส่วนได้อย่างแม่นยำ 500 ไมครอน จุดที่สามเป็นเกลียวมีจุดอ้างอิง (ศูนย์) ซึ่งสัมพันธ์กับการหมุนของดรัม มันหมุนรอบแกนหลักของอุปกรณ์ - และมี 50 ส่วนคล้ายกับมิลลิเมตร ในกรณีนี้ ความแม่นยำในการวัดคือ 10 μm (0.5 มม. / 50 = 0.01 มม.) ไมโครมิเตอร์แบบแอนะล็อก (เครื่องกล) ที่ง่ายที่สุดทำงานบนสกรูคู่ ซึ่งเป็นไมโครไวส์โดยยึดชิ้นงาน ลวด หรือแผ่นเหล็กที่จะวัด

อุปกรณ์
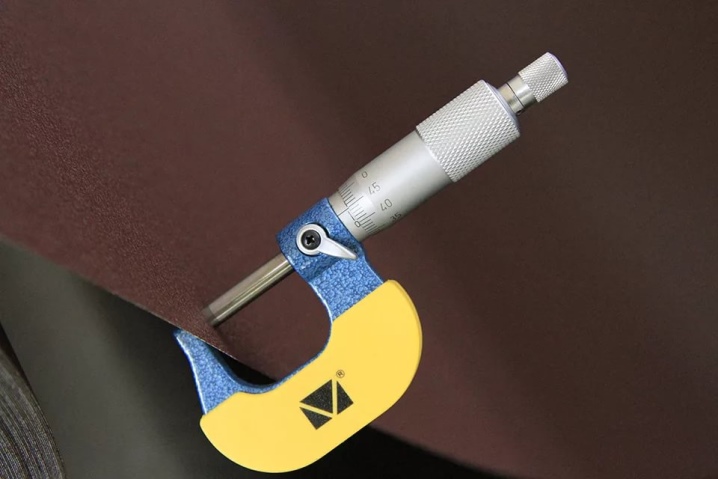
ไมโครมิเตอร์เฉพาะแอปพลิเคชันมีลักษณะเฉพาะของตัวเอง ดังนั้น, ไมโครมิเตอร์แบบเรียบที่มีขนาด 0-25 มม. พร้อมเกจแบบกลไกหรือแบบดิจิตอลประกอบด้วยส่วนต่าง ๆ ดังต่อไปนี้
- วงเล็บ - องค์ประกอบแบริ่งสำหรับชิ้นส่วนคงที่
- หยุด - แก้ไขที่ส่วนท้ายของตัวยึดและตั้งฉากกับพื้นผิวของส่วนที่ยึดอย่างเคร่งครัด
- สกรู - ยาวกว่าตัวยึดถึงสิบเท่าหมุนบนฐานสกรูคงที่และตั้งฉากกับส่วนที่ยึด มันเคลื่อนที่ภายในพื้นที่การวัดเท่ากับ 2.5–7.5 ซม. สำหรับไมโครมิเตอร์เชิงกล
- จุก - ป้องกันไม่ให้สกรูห้อย
- ฐานวัด (ก้าน) - มีเครื่องชั่งวัดหยาบสองเครื่อง (แม่นยำถึงครึ่งมิลลิเมตร) ดูเหมือนทรงกระบอกกลวงที่สกรูคู่หมุนโดยยึดด้วยรัดพิเศษ
- ดรัม - พื้นฐานสำหรับการวัดที่แม่นยำซึ่งหมุนด้วยสกรูและมีมาตราส่วนสำหรับการวัดที่แม่นยำ (สูงสุด 0.01 มม.)
- วงล้อ - จำกัด แรงที่ใช้กับส่วนที่วัดได้
- ส่วนอ้างอิงสำหรับการตรวจสอบ - ใช้เพื่อปรับไมโครมิเตอร์ที่ไม่ตรงแนว มาพร้อมกับอุปกรณ์

ระดับความแม่นยำ
ในชีวิตประจำวัน ความแม่นยำที่มากกว่า 0.01 มม. แทบจะไม่มีประโยชน์เลย แต่ในการผลิต - โดยเฉพาะอย่างยิ่งในโรงงานกลศาสตร์ที่มีความแม่นยำ - และในหมู่ช่างฝีมือแคบราคาหาร 1 ไมครอน (0.001 มม.) หรือ 100 นาโนเมตร (0.0001 มม.) ถือเป็นบรรทัดฐานซึ่งสามารถทำได้โดยส่วนใหญ่ในไมโครมิเตอร์ที่มีมาตราส่วนดิจิตอล . ระดับความแม่นยำที่สูงขึ้นไปอีกซึ่งใช้ในการผลิตวัสดุนาโนที่ใช้ เช่น ในไมโครเซอร์กิต - ล็อตนี้ไม่ใช่ไมโครมิเตอร์ แต่เป็นกลไกและอุปกรณ์ที่แตกต่างกันโดยสิ้นเชิง


ไมโครมิเตอร์ชนิดอื่นๆ จัดเรียงอย่างไร?
ไมโครมิเตอร์ทุกประเภททำงานบนหลักการเดียวกัน แอปพลิเคชันที่มีชื่อเสียงที่สุดคือการระบุชิ้นส่วนที่มีข้อบกพร่องซึ่งอาจทำให้เกิดการพังทลายในกลไกที่ใช้ แต่ความแม่นยำในการวัด - สูงถึง 10 ไมครอน - ทำได้หลายวิธี
- ในไมโครมิเตอร์แบบก้านโยก ดรัมหมุนจะถูกแทนที่ด้วยตัวชี้ ข้อดีของไดอัลเกจคือการเพิ่มความเร็ว ปริมาณงานในขั้นตอนการตรวจสอบชิ้นส่วนด้วยไมโครมิเตอร์: ไม่จำเป็นต้องมองเข้าไปในส่วนต่างๆ

- ไมโครมิเตอร์นับ (แบบนาฬิกาหรือแบบหน้าปัด) - คล้ายกับที่ใช้ในมิเตอร์ไฟฟ้าและเครื่องบันทึกเทปคาสเซ็ต (หรือรีลต่อรีล) - ปรับเทียบและใช้งานในลักษณะเดียวกับแบบคลาสสิก การหมุนตัวเลขในตัวนับจะดำเนินการทีละขั้นตอน การเปลี่ยนตัวเลขหนึ่งเป็นอีกหลักจะถูกแบ่งออกเป็น 10 ส่วนเพิ่มเติม (ตำแหน่ง) - ด้วยเฟืองตัวนับซึ่งเพิ่มความแม่นยำในการวัดจากสิบเป็นหนึ่งไมครอน

- มีการติดตั้งเซ็นเซอร์ที่แม่นยำเป็นพิเศษในรุ่นดิจิตอลให้สำเร็จการศึกษาเป็นหน่วยไมครอน ข้อดี - ความแม่นยำในการวัดคือ 1 ไมครอน ไม่รวมข้อผิดพลาดในทางปฏิบัติ ผลิตภัณฑ์ดังกล่าวไม่ด้อยกว่าประเภทก่อนหน้า - การอ่านค่าของอุปกรณ์จะถูกอ่านเกือบจะในทันที ไม่จำเป็นต้องเพิ่มการอ่าน - เซ็นเซอร์และไมโครโปรเซสเซอร์ทำงานนี้ได้สำเร็จ "ทันที"

- เลเซอร์ไมโครมิเตอร์นั้นสูงกว่าดิจิตอลในแง่ของความแม่นยำ ลำแสงเลเซอร์ถูกบดบังโดยส่วนหนึ่งส่วน มันถูกจับโดยโฟโตเมทริกซ์ที่มีความแม่นยำสูง ซึ่งจะส่งการโก่งตัวของลำแสงที่เป็นผลลัพธ์ไปยัง ADC จากนั้นจึงส่งไปยังโปรเซสเซอร์และจอแสดงผล การวัดใช้เวลาน้อยกว่า 1 วินาที
แต่เลเซอร์ไมโครมิเตอร์ไม่ทนต่อการกระแทกและการสั่นสะเทือน และต้องมีการปรับอย่างสม่ำเสมอ แม้แต่ฝุ่นเพียงเล็กน้อยก็มีความสำคัญ และพวกเขาจะไม่สามารถวัดขนาดภายในของชิ้นส่วนได้

สำหรับงานเฉพาะ
ไมโครมิเตอร์เฉพาะทางสูงมีลักษณะเฉพาะของตัวเอง
- เครื่องวัดฟันมีหัวฉีดทรงกรวยที่ถูกตัดทอนช่วยให้คุณกำหนดช่องว่างในร่อง ขนาดของฟันเฟืองหรือเฟืองได้ ในทางทฤษฎี สามารถเปลี่ยนไมโครมิเตอร์ธรรมดา (แบบเรียบ) ให้เป็นโคโดมิเตอร์ได้โดยการติดตั้งแคปพิเศษที่มีความยาวตามที่กำหนดบนสกรูและส้น รูปทรงคล้ายกับหัวสกรูเทอะทะ - ในกรณีที่ง่ายที่สุด พวกเขาสามารถทำจากสกรูดังกล่าว แล้วเชื่อมเข้ากับส้นและสกรู เมื่อทำการวัด ความยาวของหัวฉีดจะถูกลบออกจากที่วัดโดยอุปกรณ์ที่แปลงด้วยวิธีนี้ สิ่งนี้จะเพิ่มการคำนวณพิเศษให้กับการวัด นอกจากนี้ ไมโครมิเตอร์ดั้งเดิมควรมีกำลังสำรองของใบพัดไม่เกิน 2.5 ซม. แต่ให้มากกว่านั้น เช่น 5-7.5 ซม.
อย่ามีส่วนร่วมในการแสดงมือสมัครเล่น - เป็นการดีกว่าที่จะซื้อเครื่องวัดไมโครมิเตอร์แบบฟันทันทีซึ่งผู้ผลิตได้ปรับมาตราส่วนและศูนย์แล้ว

- ไมโครมิเตอร์ "ท่อ" เป็นที่ต้องการในหมู่พนักงานของสำนักงานจัดการ พวกเขาวัดความหนาของผนังท่อเพื่อกำหนดการสึกหรอ มีอะแดปเตอร์สำหรับวัดขนาดเส้นผ่านศูนย์กลางและความหนาของผนังท่อที่เคลือบด้วยสนิม สิ่งที่แนบมาเหล่านี้ยังช่วยให้สามารถกำหนดขนาดรายละเอียดของท่อก้นที่มีความหนาของผนังแบบแปรผันได้ ง่ายต่อการปฏิเสธท่อและท่อที่มีการเบี่ยงเบนจากความหนาของผนังมาตรฐานด้วยอุปกรณ์ "ท่อ" ที่ขั้นตอนการหล่อและการกลิ้ง ไมโครมิเตอร์ของท่อแตกต่างจากไมโครมิเตอร์ทั่วไป (แบบเรียบ) โดยจุดหยุดพิเศษ (ส้น) ซึ่งไม่ได้ตั้งฉากในแนวตั้ง แต่ขนานกับท่อที่ยึด หัววัดนี้สัมผัสกับพื้นผิวด้านในของท่อตามจุด ซึ่งช่วยให้วัดได้อย่างแม่นยำ การดำเนินการวัดไม่ต่างจากการดำเนินการกับไมโครมิเตอร์แบบเรียบ: เมื่อใช้สกรูและดรัมเฟืองตัวเดียวกัน คุณจะได้เส้นผ่านศูนย์กลางหรือความหนาของผนังท่อตามที่ต้องการ

- เกจวัดความหนาของแผ่นมีส้นที่ตื้นกว่าไมโครมิเตอร์ทั่วไปแต่สกรูจะมีเส้นผ่านศูนย์กลางประมาณเดียวกับสกรูของอุปกรณ์ทั่วไป การสำเร็จการศึกษาที่นี่มีความแม่นยำมากกว่าผลิตภัณฑ์ทั่วไป ลวดเย็บกระดาษที่ "listometer" ยืดออกไปด้านข้างเหมือนท่อยาวรูปตัวยู หัวฉีดสำหรับอุปกรณ์ดังกล่าวมีให้เลือกสองรุ่น: แบบแคบ (สำหรับชิ้นส่วนและแผ่นที่สอดคล้องกัน) และแบบยาว (วัดความหนาของชิ้นงานที่กว้างและยาว)
ไม่แนะนำให้วัดแผ่นงานด้วยไมโครมิเตอร์ธรรมดา แต่จะดันผ่านด้วยสกรูแคบ ในที่นี้ ต้องการพื้นที่สัมผัสที่ใหญ่กว่าการวัดจากตลับลูกปืนและดอกสว่านหลายเท่า
- ไมโครมิเตอร์อเนกประสงค์มาพร้อมกับอุปกรณ์เสริมสำหรับชิ้นส่วนประเภทต่างๆ วัดทั้งเส้นผ่านศูนย์กลางของลูกปืนและเส้นผ่านศูนย์กลางของแผ่นด้วยความแม่นยำเท่ากัน มันมีใบพัดสำรองการเดินทางขนาดใหญ่ - สูงถึง 10 ซม. ซึ่งทำให้ "กินไม่เลือก": มันสามารถวัดลูกบอล, แผ่น, ขนาดตามขวางของเสาและโครงสร้างโปรไฟล์ - และแม้แต่วัดหัวของรางรถไฟจากทุกด้าน

- ลวด - เหมาะสำหรับลวด สว่าน ลูก และชิ้นส่วนขนาดเล็กอื่นๆ ที่มีหน้าตัดเป็นวงกลม ซึ่งง่ายต่อการหักด้วยคลิปไมโครมิเตอร์ธรรมดา

- เป็นแท่งปริซึม - ทำให้สามารถวัดความหนาของใบมีดได้ หัวฉีดทำในรูปแบบของรูปร่างที่ทำซ้ำส่วนปลายด้วยความลาดชัน 30 องศา พูดง่ายๆ มันคือส้นคู่ที่มีความลาดเอียง ในเวลาเดียวกัน สกรูจะแหลม แต่จุดของมันจะทื่อเล็กน้อย ชุดนี้มีอุปกรณ์ยึดสำหรับมุมลาดที่แตกต่างกัน รวมถึงการลับใบมีดแบบ "แหลมเดียว" เช่น มีดตัดหญ้า

- ร่องไมโครมิเตอร์วัดความลึกและเส้นผ่านศูนย์กลางของรูที่เจาะในผนังและฐานรองรับ การวัดจะดำเนินการโดยใช้โพรบแบบยืดหดได้แบบพิเศษที่มีฝาปิดขนาดเล็กที่ส่วนปลาย วิธีนี้ช่วยให้ผู้ชำนาญการโดยไม่ต้องเจาะเกินหรือเจาะรูซ้ำอีกครั้ง เพื่อเลือกสกรูเกลียวปล่อยที่เหมาะสมที่สุดสำหรับเขา

- เกจวัดเกลียววัดความลึกของเกลียว ประกอบด้วยหัวฉีดแบบขันเกลียว (และแบบขันเกลียว) ที่มีปลายเรียวหรือแบบสองฟัน

- ไมโครมิเตอร์แบบหลายสเกลมีสเกลเพิ่มเติม เมื่อมองจากระยะไกล มันคล้ายกับมาตรวัดคาลิปเปอร์ แต่มีความแตกต่างที่สำคัญอย่างหนึ่ง มันเหมือนกับไมโครมิเตอร์สองตัว (มากกว่าสามตัว) ในกลไกไมโครเมตริกแบบคลาสสิกที่เหมือนกันหนึ่งอันบนโครงยึดทั่วไปที่ยื่นออกไปด้านข้าง ด้วยการสำรองพลังงานสูงสุด 10 ซม. คุณสามารถวัดชิ้นงานมุม เหล็กรูปตัว T หรือรางได้ในขั้นตอนเดียว
โครงสร้างโปรไฟล์ใดๆ ที่มีรูปร่างภาคตัดขวางที่ซับซ้อน ชวนให้นึกถึงตัวอักษรหรืออักษรอียิปต์โบราณแบบธรรมดา ก็สามารถปรับให้เข้ากับการวัดแบบเร่งรัดได้เช่นกัน

- การรีดร้อนเป็นคุณลักษณะของโรงงานโลหะวิทยา ช่วยให้คุณสามารถวัดความหนาของผลิตภัณฑ์ที่ชุบแข็งใหม่ในรูปทรงที่กำหนดได้ แทนที่จะเป็นสกรู อุปกรณ์ดังกล่าวจะมีวงล้อทำเครื่องหมาย ส้นเป็นแบบสปริงโหลด มีรูปร่างยาวตามขวาง (และไม่กลมเหมือนในผลิตภัณฑ์ทั่วไป) หลักการทำงาน - ไมโครมิเตอร์จะรีดทับแผ่นงานหรือโปรไฟล์ ช่วยให้คุณตรวจจับข้อบกพร่อง (เศษ ความโค้ง) บนแท่งเหล็กหล่อใหม่ได้

- เกจวัดภายใน - ทำงานร่วมกับเครื่องเมื่อกลึงชิ้นงานที่พื้นผิวด้านใน โพรบซึ่งมีความโค้งเรียบและขนาดลงสู่ส่วนปลายลดลง จะถูกเสียบเข้าไปในชิ้นส่วนที่ผ่านกระบวนการของท่อหรือท่อ หรือส่วนอื่นใดที่หมุนอยู่ในกลไกการยึดของเครื่องจักร วิธีนี้จะช่วยเร่งการทำงานของเครื่องกลึง - ไม่จำเป็นต้องถอดชิ้นส่วนออกจากเครื่องบดหลายสิบครั้งเพื่อให้แน่ใจว่าชิ้นส่วนได้รูปทรงที่ต้องการ

ไม่ว่าจะเป็นไมโครมิเตอร์ - เมื่อซื้อผลิตภัณฑ์ขอให้ผู้ขายตรวจสอบ จะเป็นประโยชน์อย่างมากในการตรวจสอบเส้นผ่านศูนย์กลางหรือความหนาของชิ้นส่วนเดียวกันโดยใช้อุปกรณ์อื่น เครื่องเดียวกันหรืออุปกรณ์ที่คล้ายคลึงกัน
การควบคุมที่แม่นยำระหว่างการซื้อคือกุญแจสู่ความสำเร็จในการใช้งานผลิตภัณฑ์ในระยะยาว
วิธีการตั้งค่าและตรวจสอบความถูกต้อง?
อุปกรณ์วัดนี้เป็นหนึ่งในอุปกรณ์ที่ได้รับการสอบเทียบโดยไม่มีข้อผิดพลาดก่อนทำการวัด เนื่องจากเรากำลังพูดถึงไมครอน ไม่ใช่มิลลิเมตร การพกพาโดยไม่มีเคสหรือเคส การตกหล่นโดยไม่ได้ตั้งใจอาจส่งผลต่อความแม่นยำ เทคนิคการตรวจสอบแม้จะดูเหมือนซับซ้อนสำหรับผู้เริ่มต้น แต่ก็ง่ายมาก ทำตามขั้นตอนไม่กี่ขั้นตอนเพื่อให้ไมโครมิเตอร์เชิงกลขนาด 0-25 มม. ธรรมดาเป็นศูนย์
- ตรวจสอบให้แน่ใจว่าอุปกรณ์สะอาด โดยเฉพาะอย่างยิ่ง ตรวจสอบพื้นผิวจับที่ส้นและสกรู ในการกำจัดเศษและคราบไขมัน ควรใช้กระดาษสะอาด - วางไว้ระหว่างที่หนีบของอุปกรณ์แล้วบิดดรัมจนสุด
- หมุนกลองกลับทำซ้ำขั้นตอนนี้หลาย ๆ ครั้งตามความจำเป็น ย้ายกระดาษจนกว่าพื้นผิวที่จะปิดจะใส การปรับโดยไม่ทำความสะอาดพื้นผิวเหล่านี้เป็นไปไม่ได้ - อนุภาคที่เป็นของแข็งจะไม่อนุญาตให้คุณตั้งค่าความแม่นยำ
- ตรวจสอบว่าเหล็กค้ำยันและส้นติดแน่นดีแล้ว พวกเขาไม่ควรห้อย หากไม่เป็นเช่นนั้น จะต้องซ่อมแซมเครื่องมือ โดยยึดขายึดให้แน่นอีกครั้ง และปรับพื้นผิวจับยึดของสกรูและส้นรองเท้าให้ขนานกันอีกครั้ง
- ขันสกรูดรัมเข้าไปจนสุดโดยไม่มีชิ้นส่วน - จนกระทั่งการคลิกครั้งที่ 3, 4 หรือ 5 ของวงล้อ ตรวจสอบให้แน่ใจว่าเครื่องชั่งทั้งหมดอยู่ในแนวเดียวกับเครื่องหมายศูนย์
- ตัวอย่างเช่น หากเครื่องหมายบนดรัมไม่ตรงกับศูนย์ ให้ปรับฐาน (ก้าน) โดยบิดโดยใช้ปุ่มพิเศษที่ให้มาในชุด ประแจใช้กับเครื่องมือที่ยึดสกรูไว้ด้วยน็อตเพิ่มเติมหรือสกรูรอง (ตัวรองรับ) ที่มีช่องพิเศษ
- ตรวจสอบความถูกต้องของการวัดโดยจับส่วนอ้างอิงด้วยไมโครมิเตอร์ - โดยเฉลี่ย รวมถึงการคลิกที่วงล้อเป็นครั้งที่ 4 ด้วยวิธีนี้คุณสามารถปรับเทียบอุปกรณ์ได้เอง ไมโครมิเตอร์ได้รับการกำหนดค่าเรียบร้อยแล้วและพร้อมใช้งาน
สำคัญ! หากคุณทำอุปกรณ์ตกจะไม่เกิดความเสียหายมากนัก เมื่อปรับเทียบเครื่องหมายศูนย์แล้ว คุณสามารถใช้อีกครั้งได้ อุปกรณ์เหล่านี้ทำมาจากเครื่องมือคุณภาพสูงและสแตนเลส

วิธีการวัดอย่างถูกต้อง?
วงล้อถูกสร้างขึ้นในดรัมของอุปกรณ์ เมื่อวัดความหนาหรือเส้นผ่านศูนย์กลางของชิ้นส่วน ทันทีที่แคลมป์บีบเล็กน้อย จะได้ยินเสียงคลิกแรก นี่คือ "ช่วงเวลาแห่งความจริง" - หยุดหมุนกลองและนับขนาดผลลัพธ์เป็นดิวิชั่น คำแนะนำนั้นง่ายมากและมีลักษณะดังนี้:
- วางส่วนระหว่างสกรูและตัวหยุด
- หมุนดรัมจนกระทั่งวงล้อคลิก
การขันเกลียวดรัมเพิ่มเติมด้วยแรงหลังจากคลิกวงล้ออาจทำให้ร่องสกรูของดรัมคลายตัว หากขั้นตอนที่ไม่ถูกต้องนี้ซ้ำหลายครั้ง ไมโครมิเตอร์จะเริ่มเล่นตามเวลา - เกลียวของดรัมจะเสื่อมสภาพ ไม่มีค่าศูนย์ที่แม่นยำที่สุดที่จะทำให้ความน่าเชื่อถือของการวัดบนนั้นบริสุทธิ์ ซึ่งกำหนดโดยผู้ผลิต จะไม่สามารถวัดด้วยอุปกรณ์ที่เสียหายได้


สำหรับลวดเส้นเล็กที่ทำจากโลหะอ่อนและโลหะผสม เช่น ทองแดง อลูมิเนียม ดีบุก ตะกั่ว หรือลวดบัดกรี - แผ่นไมโครมิเตอร์จะทำให้ลวดเรียบ 0.01–0.15 มม. และผลการวัดจะไม่ถูกต้อง เหล็กชุบแข็งและโลหะผสมโพเบไดต์มีความทนทานต่อการหมุนวงล้อมากกว่ามาก ลวดดังกล่าวจะทนต่อการวัดซ้ำ ๆ โดยไม่มีปัญหาใด ๆ โดยไม่ทำให้เส้นผ่านศูนย์กลางแบนเป็นไมครอน - โดยที่คุณไม่ต้องบีบอัดต่อไปหลังจากการคลิกควบคุมของดรัม
คุณสมบัติของการกำหนดข้อบ่งชี้
นอกจากนี้ยังง่ายต่อการอ่านค่าของอุปกรณ์ ตัวอย่างเช่น คุณวัดเส้นผ่านศูนย์กลางของลวดเหล็กชุบแข็ง ซึ่งหลังจากการคลิกระหว่างการหมุนของดรัมจะมีการสร้างเครื่องหมายดังต่อไปนี้:
- 3 มม. บนไม้บรรทัดแรก
- ระหว่าง 0.5 ถึง 1 มม. สำหรับวินาที;
- "สปินเนอร์" หยุดอยู่ที่ประมาณ 5 ดิวิชั่น
ดังนั้น เส้นผ่านศูนย์กลางของเหล็กลวดของคุณคือ 3 + 0.5 + 0.05 = 3 มม. 550 ไมครอน (ไมครอน) หน่วยเป็นมิลลิเมตร - 3.55 มม. การหมุนเต็มของดรัมที่มีความแม่นยำคือ 0.5 มม.
คุณจะได้เรียนรู้วิธีใช้ไมโครมิเตอร์อย่างถูกต้องในวิดีโอด้านล่าง









ส่งความคิดเห็นเรียบร้อยแล้ว