ภาพรวมประแจก๊อกน ้า

การแตะก็เหมือนกับ "การพลิกกลับ" ไม่ใช่เกลียวภายนอก (บนเหล็กเสริมเรียบหรือลวด) ที่ถูกตัด แต่เป็นเกลียวใน (ในชิ้นงานที่เจาะสำหรับน็อต ว่างเปล่า) ตัวยึดต๊าปมีลักษณะเฉพาะโดยใช้กลไกของการใช้งาน (ในหัวจับไขควง) หรือแบบใช้มือ (ลูกบิด)


คำอธิบายทั่วไป
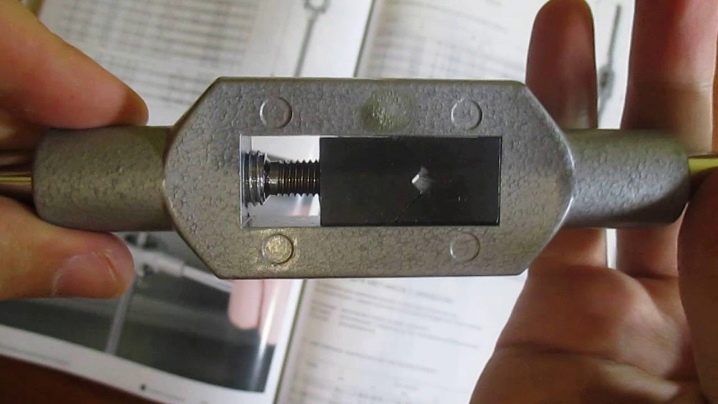
ปลอกคอต๊าปแมนนวลมีให้เลือกทั้งแบบตรงและรูปตัว L ส่วนประกอบหลักของตัวจับดอกต๊าปคือ:
- กรอบปริซึม
- ที่จับแบบสถิต
- ที่จับที่ถอดออกได้พร้อมวงล้อที่แก้ไขการเปลี่ยนตำแหน่งเมื่อหมุนมุมหนึ่ง
สำหรับชิ้นส่วนเพิ่มเติม - แผ่นรองแบบเคลื่อนย้ายได้และอุปกรณ์สำหรับการตรึงซึ่งเป็นส่วนหนึ่งของที่ยึดต๊าปแบบปรับได้


เนื่องจากรูปร่างที่ได้มาตรฐานในรูปขององค์ประกอบสี่เหลี่ยมจัตุรัส (ตามมาตรฐานของ GOST ฉบับที่ 3266) ตัวยึดต๊าปในตลาดเครื่องมือจึงถูกรวมเป็นหนึ่งเดียว ใช้ได้กับเกลียวซ้ายและเกลียวขวา และใช้กับหัวกัดนิ้วและหัวกัดเมตริก ตามการออกแบบ ที่จับสำหรับต๊าปสามารถใช้กับด้ามแบนหรือรูปตัว L ได้ โดยมีการเคลื่อนที่ในแนวรัศมีหรือแนวแกนของคัตเตอร์ โดยสามารถปรับส่วนที่อิสระสำหรับส่วนท้ายได้

ตัวจับต๊าปมีส่วนเชื่อมโยงไปถึงหนึ่ง สอง หรือสามส่วน - ตามเส้นผ่านศูนย์กลางของร่องเกลียวที่จะตัด การเคลื่อนที่ตามแนวแกนถือเป็นการสิ้นสุดการทำงานของเครื่องมือและทำงานโดยเข้าถึงพื้นที่ตัดได้ฟรีอย่างจำกัด
ตัวจับยึดดอกต๊าปที่ปลายต้องใช้แรงมากขึ้นในการตัด - เพื่อความสะดวกในการใช้งาน จึงมีการติดตั้งวงล้อในเครื่องมือ ซึ่งช่วยยึดหัวกัดสำหรับการเคลื่อนย้ายที่จับได้อย่างน่าเชื่อถือ

มุมมอง
ในแง่ของขนาด (เส้นผ่านศูนย์กลางภายใน) ของรูเกลียวตาม GOST ในประเทศ ประแจสำหรับก๊อกของช่วง M3-M12, M6-M20, M8-M36, M1-M12, M1-M10, M4-M12, M8-M25 และอื่น ๆ อีกมากมายที่แพร่หลายในตลาด ... ยิ่งปุ่มมีกำลังและหนามากเท่าไร ก็ยิ่งใช้แรงกดกับก๊อกได้มากเท่านั้น จากการออกแบบ นอกจากตัวจับดอกต๊าปปลายดังกล่าวแล้ว ในตลาดเครื่องตัดด้วยมือยังมีที่ยึดสำหรับต๊าปแบบปริซึมและแบบสากลอีกด้วย


ตัวยึดต๊าปแบบแท่งปริซึม - โอเวอร์เลย์สองอันในเฟรม ขณะที่อันหนึ่งจะเข้ากับอีกอันหนึ่ง เช่น องค์ประกอบของโมเสกหรือจิ๊กซอว์ ปริซึมสี่เหลี่ยมที่ปิดแล้วสร้างช่องว่างรูปสี่เหลี่ยมที่ว่างตรงกลางซึ่งแทรกคัตเตอร์ที่มีรูปร่างและขนาดเท่ากัน
ซึ่งคล้ายกับระบบแคร่ข้อเหวี่ยงของจักรยาน: การยึดคันเหยียบบนเพลาของกลไกบูชในกรณีนี้คือช่องว่างสี่เหลี่ยมที่สอดแกนแคร่ตลับหมึก (และขันให้แน่นด้วยน็อตหรือสลักเกลียว)

ต๊าปทำงานในลักษณะเดียวกันเมื่อจับจ้องอยู่ที่ที่วางต๊าป การขันก้านให้แน่นในที่จับนั้นทำได้โดยใช้แถบลูกบิดแบบปรับได้
ที่จับต๊าปอเนกประสงค์เป็นเครื่องมือเสริมการเลื่อนแบบแท่งปริซึมแบบเดียวกัน สำหรับงานร่วมกันกับต๊าปวงล้อปลาย ตัวปรับต่อที่มาพร้อมกับวงล้อดังกล่าวจะมาพร้อมกับตัวจับยึด วิธีนี้ทำให้สามารถใช้ไฟฉายทั้งสองประเภทที่กล่าวถึงก่อนหน้านี้ได้ โดยไม่ต้องพึ่งพาไฟฉายที่เลือกกับประเภทของที่ใส่ประแจ


วิธีทำด้วยตัวเอง?
ลูกบิดยึดที่ง่ายที่สุดทำด้วยวิธีต่อไปนี้
- เจาะรูสำหรับสลักเกลียว M10 ตรงกลางชิ้นงาน (เช่น 5 ซม.) ของแท่งเสริมแรงสี่เหลี่ยมที่มีหน้าตัด เช่น 400 มม.2 (ด้านข้างของสี่เหลี่ยมจัตุรัสคือ 20 มม.)ในตัวอย่างนี้ ใช้ต๊าปเกลียวซ้ายบนด้ามน็อต M10 รูสำหรับต๊าปเจาะอย่างเข้มงวดตรงกลาง (กลาง) ของชิ้นส่วนของแกน ความลึกของหลุมคือครึ่งหรือ? ความหนาของก้าน ตัวอย่างเช่น เจาะแท่งขนาด 20 มม. ได้ถึง 10… 13 มม.
- ใช้ก๊อกอื่นเพื่อตัดเกลียวในรูตรงกลางนี้ ขอแนะนำให้ตัดอันซ้าย - อันขวาจะรบกวนการทำงานกับประแจดังกล่าว คัตเตอร์จะคลายเกลียวเมื่อตัดช่องว่าง ขันก๊อกน้ำ ตรวจสอบให้แน่ใจว่า "นั่ง" อยู่ที่นั่นอย่างแน่นหนา
- ที่ปลายท่อนไม้ให้เจาะรูเดียวกันสำหรับคานขวางของประแจเช่นสูงถึง 1 ... 1.5 ซม. ลึก ตัดด้ายที่คล้ายกันในนั้น
- ขันความยาวของกระดุมเข้าไปในรูด้านข้าง ตัวอย่างเช่นความยาวของแต่ละอันคือ 10 ซม. วางไว้ - เพื่อความสะดวกในการทำงาน - ท่อหดด้วยความร้อนหรือท่อบาง ๆ ธรรมดา

เคล็ดลับ: ยึดเหลี่ยมเมื่อเจาะอย่างเคร่งครัด การเอียงอย่างน้อยหนึ่งองศาไปทางด้านใดด้านหนึ่งจะทำให้เกิดความไม่สะดวกระหว่างการใช้งานและจะส่งผลให้ทั้งไฟฉายและที่ยึดมีการสึกหรอมากขึ้น ขอแนะนำให้ดำเนินการเจาะทั้งหมดบนเครื่องเจาะซึ่งมีการกำหนดความเหลี่ยม (ความตั้งฉาก) ของจังหวะการฝึกซ้อมไว้ที่โรงงานแล้ว
หากฐานของตัวจับยึดทำจากเหล็กเกรดซึ่งใช้สำหรับการผลิตอุปกรณ์ก่อสร้าง A400-A500 หลังจากตัดและทดสอบตัวจับยึดแล้ว ก็สามารถชุบแข็งในน้ำมันเครื่องได้ เช่น มีด เลื่อย และแกนทำเองที่ชุบแข็ง เหล็กชุบแข็งมีความทนทานต่อการสึกหรอมากกว่าเหล็กที่ไม่ชุบแข็งหลายเท่า การแบ่งเบาที่ลูกบิดจะทำให้โคมมีความทนทาน อีกทางหนึ่ง ขอแนะนำให้ใช้เหล็กกล้าเครื่องมือ - ตัวอย่างเช่น ใช้ประแจหรือคีมขนาดใหญ่ที่หักเป็นช่องว่างสำหรับประแจ การเจาะและเลื่อยฐานปลอกคอนั้นดำเนินการด้วยสว่านและจานเคลือบเพชร


การผลิตแท่งปริซึมค่อนข้างซับซ้อนกว่า ครึ่งหนึ่งของแผ่นหนีบซึ่งขับเคลื่อนด้วยประแจนั้นถูกลับให้แหลมบนเครื่องกัด ซึ่งจะช่วยอำนวยความสะดวกในการประมวลผลประแจด้วยเครื่อง CNC อย่างมาก การใช้เลเซอร์และการกัดจะใกล้เคียงกัน - ความแม่นยำของอุปกรณ์ CNC ทำให้ง่ายต่อการคัดลอกชิ้นส่วนที่เหมือนกันจำนวนมาก ส่วนที่กดก๊อกทำจากแผ่นเหล็กหนา (10-20 มม.)


นอกจากนี้ ชิ้นส่วนต่างๆ จะถูกวางไว้ในเฟรมที่เชื่อมจากโปรไฟล์ U ซึ่งจะมีการเจาะรูสำหรับครึ่งหน้าของข้อเหวี่ยงแบบแมนนวล แต่สามารถเชื่อมต่อครึ่งต่างๆ ได้โดยไม่ต้องใช้เฟรม - แท่งเกลียวแบบเดียวกันของประแจจะให้ตำแหน่งที่มั่นคงที่สุด ซึ่งต้องขอบคุณการยึดด้ามต๊าปอย่างทั่วถึง ครึ่งหนึ่งของแคลมป์ถูกเจาะแบบโคแอกเชียล: หมุดเกลียวซึ่งอาจารย์ใช้เมื่อทำเกลียวในชิ้นงาน ผ่านครึ่งปริซึมครึ่งแรก - จากด้านหนึ่ง - และครึ่งหนึ่งเข้าสู่ส่วนที่สอง
กลไกที่ไม่ใช่วงล้อนั้นผลิตได้ง่ายกว่ามาก เนื่องจากวงล้อยังต้องการชิ้นส่วนในการติดตั้งตลับลูกปืนหนึ่งหรือสองตัว จากการฝึกฝนแสดงให้เห็นว่าสิ่งสำคัญคือต้องรับประกันความสามารถในการซ่อมบำรุงและความทนทานของปุ่มตัวจับเป็นเวลาหลายปี การออกแบบตลับลูกปืนที่ซับซ้อนเป็นวิธีการแก้ปัญหาสำหรับช่างฝีมือที่ผ่านประสบการณ์ระดับแรกในการผลิตเครื่องมือช่างด้วยตนเองในโรงรถ














ส่งความคิดเห็นเรียบร้อยแล้ว